
切れる状態を長く維持!
研削加工において、目詰まり抑制・切れを持続・スラッジを流す・マグネットセパレーターのローラーにスラッジが絡まない。
ナノバブル(ウルトラファインバブル)発生器「乱舞RN」

切り込み2倍で加工時間が半分になった!
研削焼けし難くなった!
一般砥石でドレスインターバルが6倍に伸びた!
超砥粒ホイールでの加工でドレスインターバルが1.5~2倍長くなった!
マグネットセパレーターに、スラッジが絡まなくなり排出が多くなった!
プレート研削時の反りが少ない!
研磨のプロなら分かる難加工初心者でも!
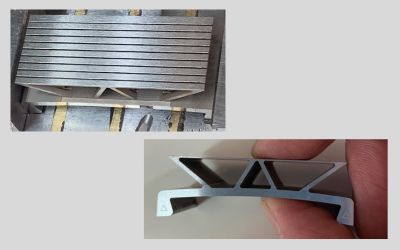
上面の厚み1mmから0.2mmに研削(SUS304)
一般砥石355*32 乱舞RN-A タイプを使用、空間にアンコ無しで、研削焼け無し。
乱舞RNは「かいわ独自の内部構造」(特許取得済み)により効率的にキャビティーションをおこさせ、ナノクラスの泡を発生させます。 更に加工液が乱流化することによって研削切削効率を高めます。そのため、加工量のアップによる効率化、目詰まり抑制によるドレスインターバルの延長が行なえます。旋回流方式ではありませんので、砥石の前後方向で目詰まりの違いは出ません。
*ナノバブル(ウルトラファインバブル)は純水を使用してバブルの発生を確認しております。
乱舞RNは自吸した空気を破砕して出てきた加工液は、細かい泡となり、加工液槽に溜まり、溶存酸素を増やし、加工液の腐敗防止となります。 また、この泡が弾ける際にバクテリアや腐敗菌を死滅、または休眠状態にすると言われております。効率的にマイクロバブルを発生させ、更に流量を落とさない様に、内部の構造体を有しております。
実例1
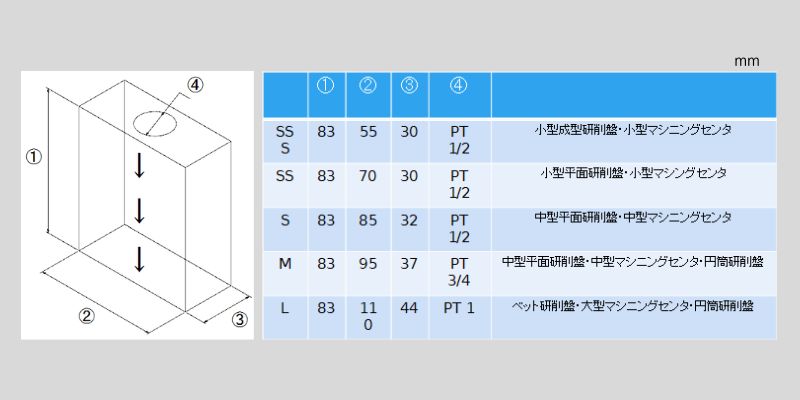
・牧野フライス様 RNタイプSを3本使い ベット研削盤に使用
具体的な内容はお教え出来ませんが、効果が思っていた以上にあると言う事でご採用頂きました。
実例2
・研磨の天才と言われている方 RNタイプS1本 小型自動研磨機に使用
「加工液の出る量は少なくなったが、切れるな。プレートも均一な研削面だ」 と絶賛!
実例3
・部品加工メーカーB社様 RN使用 自動研磨機
平面研磨機で今までの2倍の切り込みでも研削出来、焼けも生じなくなった。スラッジの出る量が多くなった。
弊社では
RN使用 SUS440Cの生材と焼入れ材の研磨加工で平面だし、砥石が持たず、直に焼けが生じ、効率の悪さに困っていた。片面を仕上げる間に砥石が目詰まりし、音も直に悪くなり、音が悪くなると焼けが生じるので、その際はこまめにドレスを行なっていたが、乱舞UFBを使用してから6面以上ドレス無しで研磨出来る様になった。
RN使用 SUS440Cの焼入れ材にソリュブリュでドリルとタップ加工が、楽に出来る様になった。洗浄効果により機械が綺麗に保てている。
【ご注意】5倍から50倍切り込めると、余りにも過激な売り文句でファインバブル発生器を販売されている企業が御座いますが、それでは機械や工具が壊れます。ご注意下さい。
乱舞RN を使用に当たりポンプの交換が必要になる場合がございます。その際は、お気軽にご相談下さい。
取り付け等のご相談は無料です。